Guía Rápida: Qué broca usar para cada rosca (Métrica y Gas)
En el mundo del diseño mecánico y la fabricación, el roscado es una de las operaciones más críticas. No hay nada peor que romper un macho de roscar dentro de una pieza casi terminada o dejar una rosca con poca "chicha" que se pasa de vuelta al apretar por haber usado una broca demasiado grande.
📏 La Regla de Oro del Mecanizado
Recuerda esta sencilla fórmula para roscas Métricas estándar (ISO):
Ø Broca = Ø Nominal - Paso
Ejemplo M6 (Paso 1mm): 6mm - 1mm = Broca de 5mm.
1. Tabla de Roscas Métricas (ISO)
| Rosca (M) | Paso (mm) | Broca (mm) |
|---|---|---|
| M3 | 0.5 | 2.50 |
| M4 | 0.7 | 3.30 |
| M5 | 0.8 | 4.20 |
| M6 | 1.0 | 5.00 |
| M8 | 1.25 | 6.80 |
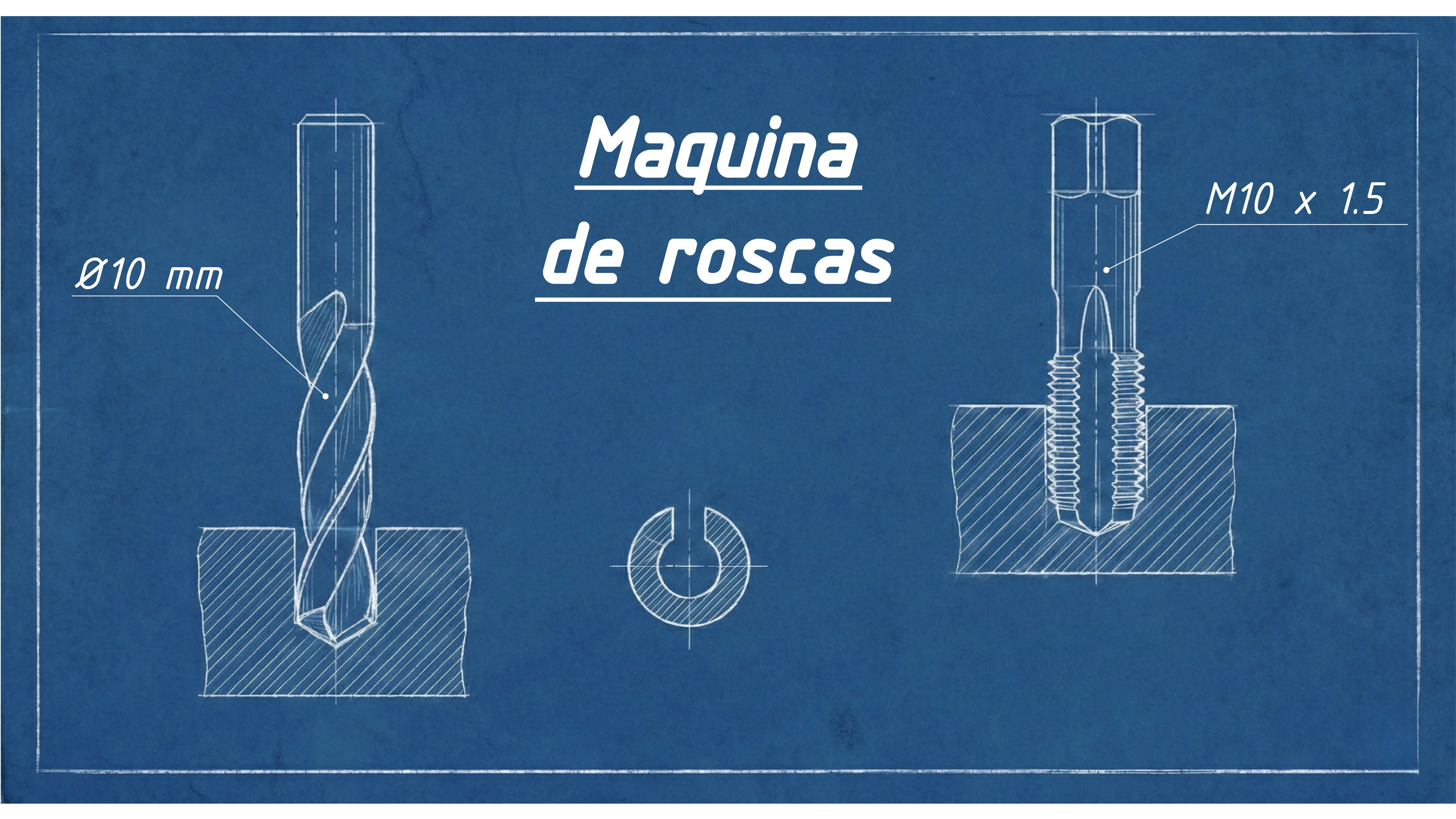
| M10 | 1.5 | 8.50 |
| M12 | 1.75 | 10.20 |
Guía Avanzada: Fundamentos del Roscado Industrial
Para lograr un acabado superficial óptimo y una resistencia mecánica adecuada en las uniones atornilladas, es vital comprender la relación entre el diámetro del agujero previo y el perfil del hilo de rosca. Cuando realizamos un proceso de roscado, ya sea mediante mecanizado CNC o roscado manual, la broca define el diámetro del núcleo del tornillo.
Si el diámetro de la broca es demasiado pequeño, el par de torsión necesario para que el macho avance aumenta exponencialmente, lo que suele derivar en la rotura del macho por fatiga torsional. Por el contrario, si el taladrado es excesivo, la altura del filete de la rosca será insuficiente, comprometiendo la integridad estructural de la pieza y aumentando el riesgo de fallo por cizallamiento bajo carga.
Consideraciones según el Material
En materiales de alta ductilidad como el aluminio o el cobre, el material tiende a "fluir" ligeramente hacia el interior durante el corte, por lo que a veces se recomienda incrementar el diámetro de la broca en 0.1mm respecto a la tabla estándar para evitar el gripado del macho. En materiales tenaces como el acero inoxidable AISI 304 o 316, la lubricación mediante aceites de corte con aditivos de extrema presión (EP) es indispensable para reducir la fricción y facilitar la evacuación de la viruta.
Roscado por Laminación vs Corte
Es importante distinguir entre los machos de corte y los machos de laminación (de formación). Estos últimos no arrancan viruta, sino que desplazan el material plásticamente. Para estos machos, las tablas anteriores no son válidas, ya que requieren agujeros previos significativamente más grandes. El uso de roscado por laminación es muy común en la producción en serie de piezas de automoción debido a que no generan residuos de viruta y aumentan la resistencia de la rosca por endurecimiento de la superficie.
2. Tabla de Roscas Gas (BSP / G)
Las roscas tipo Gas o BSP (British Standard Pipe) son fundamentales en sistemas hidráulicos y neumáticos. A diferencia de las métricas, su medida no indica el diámetro exterior, sino el diámetro interior nominal de la tubería original.
| Rosca (G) | Hilos/Pulgada | Broca (mm) |
|---|---|---|
| G 1/8" | 28 | 8.80 |
| G 1/4" | 19 | 11.80 |
| G 3/8" | 19 | 15.25 |
| G 1/2" | 14 | 19.00 |
💡 Consejos de ingeniería para un acabado profesional
- Avellanado previo: Realizar un avellanado a 90º antes de roscar no solo guía el macho, sino que elimina las crestas de entrada, permitiendo que el tornillo asiente perfectamente plano contra la superficie.
- Evacuación de viruta: En roscado manual, por cada media vuelta de avance, se debe retroceder un cuarto de vuelta para romper la viruta y evitar que se acumule en las flautas del macho.
- Tolerancias ISO: La mayoría de los machos estándar cumplen la tolerancia 6H. Si el diseño requiere un ajuste más apretado o va a recibir un tratamiento posterior como el zincado, se debe considerar el espacio extra en el diámetro del taladro.
¿Necesitas ayuda con el diseño técnico?
En EST Ingenieros combinamos el conocimiento técnico de taller con el diseño 3D avanzado para ofrecerte soluciones industriales listas para producción.
Pedir Presupuesto